跃进NJ130型载重汽车的前轴是用以支承前轮毂、前车轮和转动机构。前轴总成的零部件有:前轴、转向节、转向节销、转向节臂、转向直拉杆、转向横拉杆和前轮毂等。
前轴采用拳式工字形截面的梁,其两端处是用转向节销来铰链连接左、右转向节的。
前轴两端转向节销孔的中心距为1426~1434毫米,安装转向节销孔的直径为30.000~30.033毫米,外径为49.0~52.5毫米,高度为79.88~80.00毫米。其中心线与前轴的垂直线互成8°±15′。两转向节销孔中心线,应在同一平面内,这平面通过工字梁中心线,并与钢板弹簧支座的平面垂直,允差为±0°20′。转向节销孔与转向节座的上下两端面的不垂直度允差为0.10毫米,这样,可以使转向节安装后紧合而不致松动。
前轴的两边有钢板弹簧支座,钢板弹簧支座上各有直径为17毫米的四个孔。
前轴是用中碳钢(45)或中碳铬钢(30Cr)锻成。如果采用中碳钢锻成的前轴,经热处理后,其硬度为布氏(HB)229~255单位。如果采用中碳铬钢锻成的前轴,经热处理后,其硬度为布氏(HB)241~286单位。
前轴由于承受过大的动载荷和使用日久后,所引起的扭曲或开裂,因此必须予以检修。
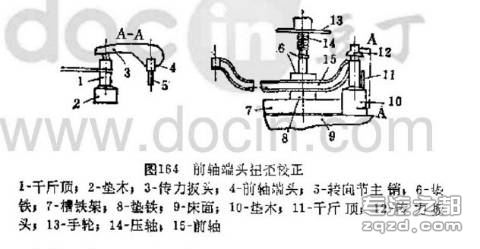
前轴两端扭歪时,应将其正放在压力机槽铁架上,在前轴与压力机的压轴之间,用垫铁架稳妥。然后使压轴压紧在前轴中部偏近端头扭歪的一边,用直径为30毫米销子,插入扭歪的销孔内塞进。再将千斤顶放在木架上,把传力扳头的叉口夹在扭歪的端头上,另一端凹槽放在千斤顶上,之后慢慢将千斤顶顶起,即可校正前轴端头扭歪。如图164所示。
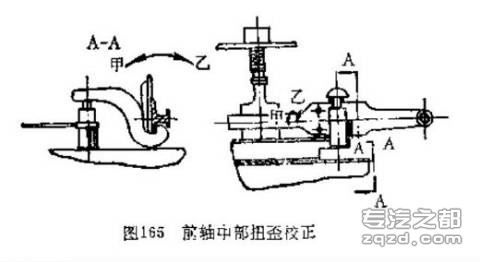
前轴中部扭歪时,应将其侧放在压力机槽铁架上,在前轴与压力机的压轴之间,用垫铁架稳妥,然后使压轴压紧在前轴上。再将千斤顶放在木架上,把传力扳头的叉口夹在前轴弹簧钢板座侧边上,另一端凹槽放在千斤顶上,之后慢慢将千斤顶顶起,即可校正前轴中部扭歪,如图165所示。
前轴弯曲时,应将其正放或侧放在压力机槽铁架上(以弯曲情况而定),使压轴压紧在前轴弯曲的凸起部位,即可校正前轴弯曲。
当前轴扭歪或弯曲过大时,用冷压校正法较困难,则可将前轴弯扭部位予以加热到500~600°C,然后进行热校正。
当前轴用冷压校正时,由于校正后会发生回弹,因而校正时的变形值应稍大于弯扭度,且加压时间要稍长些,这样,校正后不会因回弹而尚有弯扭状况。
前轴校正后,应仔细检查有无裂纹,并重新再进行一次弯扭检查。
当前轴两钢板座间裂纹不超过断面1/4时,可用焊补予以修复。焊补时,选用直径4毫米的上焊-41号焊条,用直流反极焊接,焊接电流为160~180安。焊接时,应先将裂纹凿有V形坡口,这样,可能焊接牢固。焊缝凸出高度不超过基面1~2毫米。
当前轴热校正时,加热温度过高,或前轴裂纹焊接后,都会影响其强度,因而一般在前轴的上下方加一复板(厚度为4~5毫米)予以加固。复板与前轴用断续焊缝焊接。
转向节是由转向节销铰链接在前轴转向节座上。为了使驾驶操作和提高行驶时汽车的稳定性,将转向节销与前轴轴线水平面垂直线做成具有8°的内倾角(β)和2~3°的后倾角(r),如图166所示。
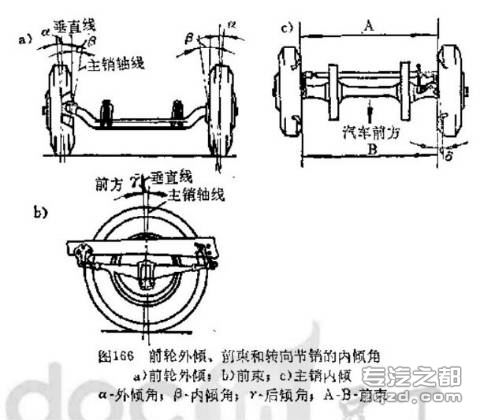
为了保证在满载情况下正常行驶,使转向轮接近于垂直路面的平面内滚动,因此在前车轮上有0.75~1.25°的外倾角(α)。这样,汽车在行驶过程中,道路的反作用力所产生的轴向力,将前轮毂压向内轴承,于是减少了转弯时所需的力,同时减轻了前轮毂外轴承和固定转向节轴承上螺母的载荷。
车轮有了外倾后,在滚动时,两车轮将力图向外分开,但实际上受前轴约束而不能向外滚动,因此车轮将不断地相对于路面作侧向滑动,从而加速轮胎的磨损。于是要有前束,使车轮在每一瞬间的滚动方向接近于向着正前方。故将前车轮的前后端面调整得不成平行的,而是向前缩小1.5~3毫米(A-B)。
在汽车行驶过程中,当转向机构(转向节连接处和横拉杆与直拉杆)过度磨损时,车轮的前束将会改变,这样,会使前轮胎剧烈磨损,和增加汽车的行驶阻力,必须在汽车行驶18000~24000公里后,调节横拉杆的长度来调整前束。
测量前束时,系测量两前车轮前边缘的距离(B)与两前车轮后边缘的距离(A),其A和B之差即为前束,如图166所示。
转向节是用中碳铬钢(40Cr)锻成,经热处理后,其硬度为布氏(HB)269~321单位。在装外滚锥轴承的轴颈处直径为29.96~29.98毫米,装内滚锥轴承的轴颈处直径为44.950~44.975毫米,外轴颈与内轴颈的不同心度允差为0.01毫米,轴颈处的表面加工光洁度均为▽8.安装油封衬套轴颈处的直径为56.053~56.083毫米,其与内轴颈处的不同心度允差为0.08毫米。油封衬套压装在转向节轴颈处的配合为过盈0.007~0.085毫米。
转向节的前端有M24×1.5毫米的螺纹,螺纹前端处还钻有直径为5毫米的开口销孔。同时在螺纹上铣有宽5.16~5.24毫米深离螺纹外径为20.62~20.86毫米的槽。是安装锁紧垫片而固定转向节轴承螺母用的。
装转向节的衬套孔径为33.00~33.05毫米,与转向节衬套配合过盈为0.065~0.165毫米。压紧衬套时,应注意将油槽开口向上,同时应将衬套油孔和转向节孔上得油咀孔相对合。
左转向节和右转向节的下销耳环上都有29.925~30.075毫米的1:8锥度的孔,是安装转向节臂用的。在左转向节上除下销耳环上有一锥孔外,在上销耳环上还有同样大小的锥孔,这个孔是用来安装转向直拉杆臂的。
转向节衬套是用厚度为1.7毫米的锡黄铜带(HSn90-1)卷制而成,其外径为33.115~33.165毫米,内径为33.020~33.050毫米。当将上下两个衬套压入转向节销孔内后,应再铰刀一起铰到内径的尺寸,且其椭圆度和圆锥度允差为0.10毫米。衬套内孔还铣有宽3毫米的叉形油槽,和钻有直径为8毫米的油孔。转向节衬套与转向节销的配合间隙为0.020~0.064毫米。
转向节销是用低碳铬钢(20Cr)制成,其表面须渗碳淬火,渗碳层深度为0.8~1.2毫米,并经过淬火和回火处理,使转向节销表面的基体组织为细小的马丁体,硬度为洛氏(HRC)57~65单位。内心的基体组织为纯铁体和珠光体,硬度为洛氏(HRC)30~40单位。这样要求,使达到即表面坚硬耐磨,而心部又能承受冲击载荷的性能。
转向节销的外径为29.986~30.000毫米,其椭圆度和圆锥度的允差为0.01毫米,表面加工光洁度为▽8.
转向节销中部铣有两个凹形槽,是用以在装入前轴耳环时,紧固转向节销锁栓的。这样,可以不使转向节销在前轴转向节座孔内转动和轴向移动。这两个凹形槽可以交替安装销锁栓,就是在修理过程中,如果发现转向节销有不均匀磨损时,则将转向节销转动180°方向安装,而使用另一凹形槽装入销锁栓,这样来提高转向节销的使用寿命。
当转向节销衬套和转向节销经久使用磨损后,致使其间的间隙过大,因而会使前车轮在行驶过程中,有摆动现象,加速前轮胎的磨损,和增加驾驶操作的困难。于是必须更换加大的转向节销,或更换缩小的转向节销衬套。一般常用的加大转向节销尺寸,有比标准尺寸大0.08、0.12和0.20毫米三种,如表46所示。这些加大的转向节销是新制的,但也可以用原来的转向节销表面镀一层硬铬,然后再经过精磨销后装用。

缩小的转向节销衬套是用来配装磨小的转向节销的,但不能将原有的转向节销磨销得太小,因为磨得过小,不但会使表面硬度降低,同时还会减弱其强度,所以一般转向节销的外径缩小量应不超过0.20毫米,即转向节销的最小外径为29.786~29.800毫米。
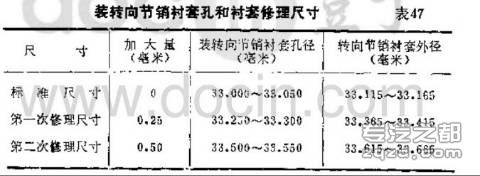
由于更换转向节销衬套,在多次装拆后,会将转向节上得衬套孔扩大或变形,此时须予以修铰,并且更换加大外径的衬套,其修理尺寸见表47.
转向节销锁栓是用低碳钢(20)制成,经过氰化淬火处理,氰化层深度为0.20~0.40毫米,螺纹部分不允许氰化(氰化前先镀铜),其表面硬度为锉刀硬度。
转向节销锁栓端有M12×1.25毫米的螺纹。在锁栓的一侧面有4°的楔形斜面。
转向节装在前轴两端时,在中间的下部装有一个止推轴承(98206号),其上下间的最大间隙应不超过0.15毫米,为此在中间的上部装有调节其松紧度的调整垫片,调整垫片是用厚度为0.15毫米钢片(08)制成。当转向节装配后,由一极端转到另一极端时,加在转向直拉杆后端的拉力应为30~45公斤。
左、右转向节臂是用中碳铬钢(30Cr)锻制成,经热处理后,其硬度为布氏(HB)286~321单位。其一端有1:8的锥柱和M22×1.5毫米的螺纹,还有直径为5毫米的开口销孔,这个锥柱是安装在转向节下耳环的锥孔内。另一端有19.65~19.75毫米的1:8锥孔,是安装横拉杆球节销用的。
转向直拉杆和转向横拉杆均用外径为30毫米、壁厚为5毫米的无缝钢管制成的。转向直拉杆的两端处有直径为28.13~28.58毫米的孔,是安装球节销用的。两端内孔中车削有M30×1.5毫米的螺纹,和钻有六个直径为3.5毫米的开口销孔,这些孔是安装螺塞及紧固螺塞用的。
转向横拉杆的两端有M24×1.5毫米的螺纹(在左端为左螺纹,右端为右螺纹)以供安装转向横拉杆接头夹的。同时两球节销中心线之间的距离应保持约为1329毫米。
转向直拉杆球节座和横拉杆球节座,以及球节销,均系用低碳铬钢(15Cr或20Cr)制成。转向直拉杆球节座和横拉杆球节座须氰化淬火,其氰化层深度为0.2~0.3毫米,表面硬度为锉刀硬度。
转向直拉杆球节销和横拉杆球节销须经过渗碳淬火,其渗碳层深度为0.9~1.2毫米,淬火后的表面硬度为洛氏(HRC)53~63单位,心部硬度不大于洛氏(HRC)40单位。在另一端有M16×1.5毫米的螺纹处,是不允许渗碳的,必须在渗碳前先镀层铜。其中部处均有19.95~20.05毫米的1:8锥柱,使其安装在转向直拉杆臂和转向臂锥孔内。
左转向横拉杆接头夹和右转向横拉杆接头夹均用中碳钢(45或35)锻制的。接头夹中车削有M24×1.5毫米的螺孔,在左接头上车削成左螺纹。
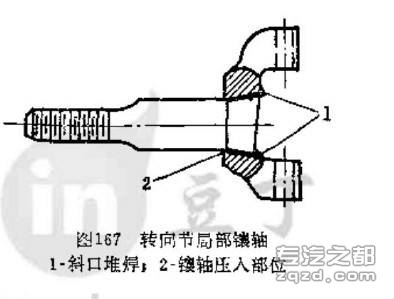
转向节由于承受动载荷和垂直方向的弯曲力矩,在使用日久后,会使转向节轴的根部有早期疲劳,而发生裂纹或断裂。当检修时,发现有裂纹时,应更换新件,或局部更换转向节轴。是将转向节轴根部车削去,并车削成锥形孔,然后用中碳铬钢(40Cr)制成的轴,以加热红套法压入转向节锥形孔内,并再焊牢,如图167所示。
转向节轴上装轴承和油封的轴颈磨损量不应超过0.05毫米,如超过时,可用镀铬来修复。
转向节轴端处的螺纹,如损坏超过两牙,可用攻丝后,再配螺母继续装用。
转向节臂和直拉杆臂的轴颈磨损后,应予以镀铬修复。
直拉杆端部孔眼磨损后,可用焊补修复。如直拉杆弯曲,可用于细沙填满杆孔内,再进行冷压校正。
横拉杆接头磨损过大松动时,应更换新球销和球座。如横拉杆接头孔磨损,可焊补修复。如横拉杆弯曲,应进行冷压校正。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/64806
 ¥30~¥120
A478-020空气滤芯 随时发货
¥30~¥120
A478-020空气滤芯 随时发货
 ¥20~¥111
AF872M空气滤芯 美观耐用
¥20~¥111
AF872M空气滤芯 美观耐用
 ¥30~¥80
AF1811空气滤芯 诚信可靠
¥30~¥80
AF1811空气滤芯 诚信可靠
 ¥20~¥90
AF26173空气滤芯 型号齐全
¥20~¥90
AF26173空气滤芯 型号齐全
 ¥15~¥85
AF26531空气滤芯 产品优良
¥15~¥85
AF26531空气滤芯 产品优良
 ¥25~¥110
AF55021空气滤芯 价格不贵
¥25~¥110
AF55021空气滤芯 价格不贵
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足



