跃进NJ130型载重汽车上的变速器,是三轴、移动齿轮式的,具有四个前进挡和一个倒车档,如图149所示。
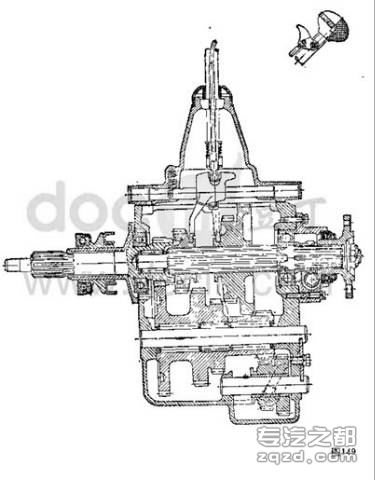
当汽车在起步、加速或在崎岖不平道路上行驶时,必须使汽车的牵引力增加,才能驱动汽车行驶。当汽车在平坦道路上行驶时,须使汽车达到一定的行驶速度,以节约燃料和提高运输效率,因而利用变速器来变换汽车的行驶速度和增减汽车的牵引力。
由于变速器内有不同大小的齿轮搭配,变速齿轮的传动比,通过传动比的改变,就可变换汽车的行驶速度和牵引力,而适应汽车在各种不同的情况下行驶。
变速器还可以使汽车倒退(即倒档轴齿轮、中间轴齿轮与第二轴齿轮相咬合),或当汽车停止时,可以将变速器的变速杆放入空档位置(即中间轴齿轮与第二轴齿轮不咬合),使发动机空转而动力不传递而驱动车轮上。
当变速器变速杆在空挡位置,如发动机在运转,而离合器接合时,变速器第一轴和中间轴上的齿轮体亦随之转动,但是不与第二轴上的齿轮相咬合,于是第二轴和第二轴上的齿轮是不转动的。
当变速器变速杆在第一档位置时,换挡叉将第二轴上的一、二档齿轮体向后拨动,则一、二档齿轮体上的大齿轮(即43齿的齿轮5)与中间轴上的最小齿轮(即17齿的齿轮7)相咬合。由于第一轴的齿轮与中间轴上的齿轮体是经常咬合,因而驱动第二轴上的一、二档齿轮体转动,于是第二轴亦随之转动,但由于齿轮的传动比大,此时转动的速度很慢。
当变速器变速杆在第二档位置时,换挡叉将第二轴上的一、二档齿轮体向前拨动,则一、二档齿轮体上的小齿轮(即33齿的齿轮4),与中间轴上的齿轮(即27齿的齿轮10)相咬合。由于第一轴齿轮与中间轴上的齿轮体是经常咬合,因而驱动第二轴上的一、二档齿轮体转动,于是第二轴亦随之转动,但由于齿轮的传动比增大,此时转动的速度较慢。
当变速器变速杆在第三档位置时,变速叉将第二轴上的三、四档齿轮体3向后拨动,则三、四档齿轮体上的外齿轮与中间轴上的齿轮(即36齿的齿轮11)相咬合。由于第一轴齿轮与中间轴上的齿轮体是经常咬合,因而驱动第二轴上的三、四档齿轮体转动,于是第二轴亦随之转动,但由于齿轮的转动比减小,此时转动的速度较快。
当变速器变速杆在第四档位置时,变速叉将第二轴上的三、四档齿轮体3向前拨动,三、四档齿轮体上的内齿轮与第一轴上的小节齿轮2相咬合,即第一轴与第二轴的直接连接而转动,其齿轮的传动比最小(等于1),此时转动的速度最快。
当变速器变速杆在倒档位置时,抬起保险拉杆头,使变速杆头进入倒档百年速查导块槽内,于是变速叉将倒档轴上的齿轮体向前拨动,倒档轴上的一个较大齿轮(即22齿的齿轮9),与中间轴上的最小齿轮(即17齿的齿轮7)向咬合,另一个较小的齿轮(即18齿的齿轮8),与第二轴上最大的齿轮(即43齿的齿轮7)相咬合。由于第一轴的齿轮与中间轴上的齿轮体经过咬合,因而驱动倒档齿轮转动,又带动第二轴上的齿轮体以相反方向转动,于是第二轴就以与其他排挡相反的方向随之转动。
变速器的主要零部件有:变速器壳、变速器盖和操纵机构、中间轴和齿轮、第二轴和齿轮、倒档轴和齿轮以及滚柱轴承等。
变速器壳是用灰铸铁(HT18-36)制成,在壳的前后端面上的中央各有一个孔,前端孔直径为84.988~85.023毫米,是装置第一轴和滚珠轴承的。后端孔直径为79.99~80.02毫米,是装置第二轴和滚珠轴承的。变速器前后端面的下部也各有一个小孔,前端孔直径为25.360~25.383毫米,后端孔直径为25.440~25.463毫米,都是安装中间轴的。变速器壳右下后端面上和箱壳的中间面上有两个小孔,其直径均为25.120~25.143毫米,是装置倒档轴的。箱壳的右上端面上有两个小孔,前端孔直径为15.802~15.828毫米,后端孔直径为15.852~15.878毫米,是装置倒档变速叉轴的。
变速器壳安装中间轴的两孔座的内端面之间的距离为169.870~170.020毫米。第一轴、第二轴的轴孔和中间轴轴孔,以及与倒档轴轴孔之间的轴线应相互平行,其不平行度在长度250毫米范围内允差为0.08毫米。倒档轴轴孔与倒档变速叉轴轴孔之间的轴线亦应相互平行,其不平行度在长度135毫米范围内允差为0.10毫米。变速器壳前后两端面与第一轴和第二轴轴孔的轴线应相垂直,其不垂直度在直径114毫米上允差为0.10毫米。这样要求是保证变速器在工作过程中,使箱壳、轴和齿轮间不发生干扰,并且可以减少齿轮在工作时的噪声。
变速器壳的上端装有变速器盖和变速器的操纵机构,变速器壳和盖的连接是用六个螺栓紧固的。
变速器壳和变速器盖或与飞轮壳的接合平面,由于使用日久后,而有变形,常常使其接合平面翘曲不平,影响使用和发生噪音。因而在检修时,应把变速器壳和变速器盖装合一起,或将变速器壳的接合平面放在平板上,然后用0.50毫米的厚薄规插入其间隙应不通过。如用0.50毫米的厚薄规能插入,则将其接合平面用锉刀或铲刀予以修正。
变速器的第一轴是用中碳铬钢(40Cr)制成,锻制后须经热处理,其硬度为布氏(HB)179~217单位。为了使齿的表面坚硬和心部韧性,还需要进行氰化处理,氰化层深度最小为0.20毫米,经油淬火和回火后,其表面硬度为洛氏(HRC)48~53单位。
第一轴的前端有一个导引头,头端轴颈的直径为16.972~16.988毫米,是装在飞轮上的滚珠轴承内。第一轴的中部铣有十个齿的花键。键齿的宽度为5.335~5.385毫米,这段花键轴是与离合器从动盘毂上的花键槽相接合,离合器从动盘毂上的花键槽是在第一轴的花键轴上作前后移动。第一轴的后端有十七个齿的两节齿轮,一节较大顶圆直径的齿轮(外径为68.86~69.02毫米)是与中间轴上的齿轮常相咬合,而另一节较小顶圆直径的齿轮(外径为66.05~66.30毫米)是在变换第四档(即直接档)时,与第二轴上三、四档齿轮组的内齿相咬合(即藉换挡叉把三四档齿轮组拨向前去,使其内齿子第一轴上的一节较小顶圆直径的齿轮相咬合)。
第一轴齿轮的主要参数如表34所示。
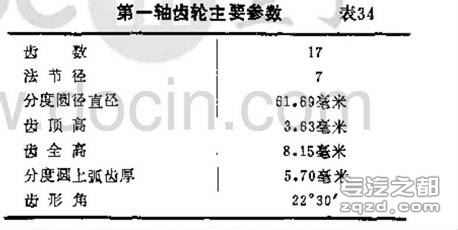
第一轴中部装滚珠轴承处的轴颈直径为45.001~45.014毫米,后端孔装滚柱轴承的直径为33.325~33.350毫米。
中间轴是用低碳钢(20)制成,其紧固在变速器壳上。中间轴的直径为25.385~25.399毫米,在与变速器壳后端面孔相配合处的轴颈直径为25.465~25.479毫米。与变速器壳轴孔相配合的轴颈处镀以一薄层铜,镀层最大为0.025毫米,使该处轴颈增大,在装配时能与孔紧密配合,而不产生漏油现象。
因中间轴用低碳钢(20)制成,故须经过渗碳淬火,其渗碳层深度为1.2~1.6毫米,表面硬度不低于洛氏(HRC)57单位。
中间轴加工后的圆锥度和椭圆度允差为0.008毫米,其不平直度允差为0.015毫米,表面加工光洁度为▽8.
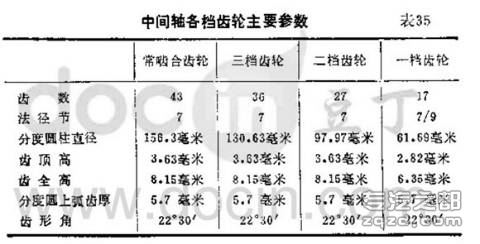
中间轴上装有两组滚柱轴承和四个齿轮并未一体的齿轮体,与第一轴齿轮常咬合的齿轮为43齿。三档齿轮为36齿。二档齿轮为27齿。一档齿轮为17齿。各齿轮的主要参数,如表35所示。
齿轮体是用低碳铬锰钛钢(18CrMnTi)或中碳铬钢(40Cr)制成。用低碳铬锰钛钢制成的齿轮体,须经过渗碳淬火,渗碳层深度为0.8~1.2毫米,表面硬度为洛氏(HRC)58~63单位,心部硬度为洛氏(HRC)30~45单位。而用中碳铬钢制成的齿轮体,锻造后须经热处理,其硬度为布氏(HB)179~217单位。为了使齿的表面坚硬和心部韧性,还需要进行氰化处理,氰化层深度最小为0.20毫米,经油淬火和回火后,其表面硬度为洛氏(HRC)48~53单位。
齿轮体的前后两端面相距169.72~169.77毫米,两端面与轴线的不垂直度允差为0.04毫米。两端面的表面加工光洁度为▽8.安装滚柱轴承孔的直径为41.288~41.323毫米,内孔的表面加工光洁度为▽7.
第二轴系用中碳铬钢(40Cr)制成,其前端小头轴颈为20.599~20.612毫米,是装在第一轴后端孔内滚柱轴承中的。第二轴的中部铣有六个齿的花键轴,键齿的宽度为9.475~9.525毫米,是与一、二档齿轮和三、四档齿轮则在第二轴的花键上作前后移动而变换排挡。轴的中后部是安装在变速器壳上的后轴承内,其轴颈的直径为34.988~35.001毫米。轴的后端部铣有十个齿的花键轴,键齿的宽度为4.930~4.987毫米,是用以连接第二轴凸缘的。
第二轴需要经过氰化处理,氰化层深度为0.25~0.30毫米,经油淬火和回火后,其表面硬度为洛氏(HRC)48~53单位,螺纹部分硬度最大为洛氏(HRC)30单位。花键齿的两侧表面的加工光洁度为▽7,外圆加工光洁度为▽8.
在第二轴上的一、二档齿轮是并成一体的,一档齿轮为43齿,二档齿轮为33齿。三、四档齿轮也是并成一体的,三档齿轮为24齿,四档是内齿轮,其齿数为17齿。各齿轮的主要参数如表36所示。

倒档齿轮轴是用中碳钢(45)制成,须经过表面淬火(用高频或火焰淬火),淬火层深度为1.5~3.5毫米,表面硬度为洛氏(HRC)55单位。
倒档齿轮轴紧固在变速器壳右后部上,其直径为25.08~25.10毫米。在与变速器壳后端孔相配合的轴颈处须镀以一薄层铜,镀层厚度最大为0.25毫米,使轴颈增大,于是在装配时才能与孔紧密,而不产生漏油现象。
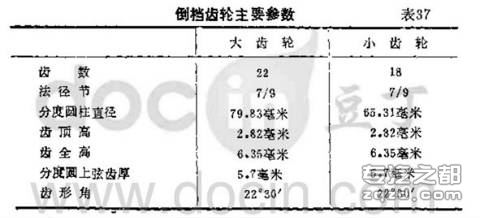
倒档齿轮轴上装有两个齿轮的齿轮体,一个较大齿轮为22齿,是与中间轴上最小的齿轮相咬合。另一个较小齿轮为18齿,是与第二轴上最大的齿轮相咬合。各齿轮的主要参数如表37所示。
第二轴上的齿轮和倒档轴上的齿轮材料,都是采用与中间轴上的齿轮相同材料制成。
变速器第二轴后端上装有车速里程表的主动齿轮,在轴承盖上装有车速里程表被动齿轮,其主要参数如表38所示。

车速里程表主动齿轮和被动齿轮都是用低碳钢(20)制成,进行氰化处理,氰化层深度为0.10~0.15毫米,表面硬度为锉刀硬度。
变速器发生噪音或跳档,都是由于使用日久后,其轴承和齿轮过度磨损,或疲劳剥落,或腐蚀斑点,或缺裂所造成的。因此在噪音很大或经常跳档时,应拆卸变速器予以检修。
当轴承的轴向间隙和径向间隙超过0.3~0.5毫米时,更换新轴承。
齿轮的齿工作表面允许有不到25%的点蚀,或齿顶上少许有很小的剥落,应将其上的锋边用油石修磨光。齿的工作表面允许有不大于0.20毫米的痕纹或阶台,但必须用油石修磨平。齿厚磨损大于0,25毫米,且咬合间隙超过0.50毫米,其长度磨损超过全长30%时,应更换新齿轮。又齿轮上的花键槽磨损,其键宽磨损大于0.20毫米,且配合间隙超过0.40毫米时,亦应更换新齿轮。
齿轮上不相邻的个别齿端头裂损时,允许焊补修磨,其焊补方法,有电焊和氧气焊两种:
(1)电焊修补方法,其步骤如下:
1)堆焊前,应将齿轮预热,并将预热后的堆焊工作表面处上的氧化物清楚干净。
2)采用直径为4、5或6毫米的上焊-69A铬基1号电焊条(成分哥Cr25~33%,碳C2.5~3.3%,硅Si2.8~4.2%,锰Mn0.5~1.5%,硫S0.08%,磷P0.08%,镍Ni3~5%)
3)堆焊时工作温度应超过500°C,则堆焊层硬将剧变。每次堆焊的长度以50~75毫米为宜。由于抗弯强度差,焊层厚度以2.5~3.5毫米为限。堆焊后的齿轮应以600°C回火一小时,再予以缓冷。
4)磨削齿形后,其硬度应在洛氏(HRC)48~53单位范围内。
(2)氧气焊修补方法,其步骤如下:
1)将损伤的齿磨光。
2)当焊补齿轮端面时,先将齿轮平放在水槽中,使齿轮一半以下浸入水中,如图153所示。
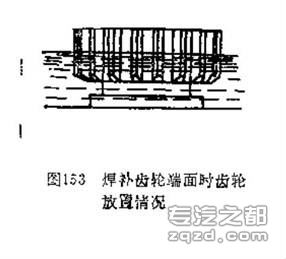
3)用焊炬先予加热,加热应自齿根部起到齿顶达到微熔化度,但不使金属熔化。再用硼砂作焊剂,以上焊-69A铬基1号焊条滴满牙齿损坏部分,直到齿所需尺寸为止。最后仍留在水槽中冷却。
4)当焊补齿轮侧面时,应将齿轮放在一铁杆上,立放在水槽中,如图154所示。

5)侧面焊补以水面为起点的第二齿上进行,将焊补的齿加热到微熔程度,同样以上焊-69A铬基1号焊条滴满牙齿损坏部分。待齿冷到樱红色时,转入水中淬硬。
变速器第一轴、中间轴和第二轴由于使用日久后,其轴有弯曲及齿有过度磨损,这样会影响使用和有噪声,应进行检修,其检修方法如下:
(1)将第一轴、中间轴或第二轴装置在车床中心顶针上,以百分表检查其中部的弯曲度应不超过0.10毫米。如超过时,须放在压机上进行校正。
(2)第一轴或第二轴上的花键宽度减小到0.40毫米以上,且与键槽的配合间隙超过0.80毫米时,应更换新轴。
(3)第一轴、中间轴和第二轴装轴承的各轴颈磨损量小于0.04毫米时,可以采用镀铬修复。
(4)第一轴上的齿轮其齿厚减小0.25毫米以上,且咬合间隙超过0.50毫米时,应更换新轴。
变速器盖是用灰铸铁(1+T18-36)制成。变速器的操纵机构是装置在变速器的盖上,其主要零件有:变速杆、变速叉轴、变速叉、锁止钢球、弹簧和锁销等。
操纵机构的变速杆是装在变速器盖顶部的球形座上,换挡杆的下端放在换挡叉的上部凹槽内,变速叉紧装在变速叉轴上,变速叉轴安装在变速器盖上的纵向孔内。当在变速时,变速杆的力直接作用在凹槽上,于是变速叉轴的纵向孔内轴向滑动而变换排挡。
为了防止变速叉轴在孔内任意滑动而造成跳档现象,因而在每个变速叉轴的孔内都装有起锁止作用的钢球和弹簧,使锁止钢球因受弹簧的弹力而压紧在变速叉轴上的凹槽中,即变速叉和变速叉轴在中间位置(空档),或在换入某一排挡位置时,就把变速叉轴锁住,不使其有任何滑动。当变速时,须将变速叉轴移动。因而用力推动变速杆,使克服弹簧的弹力和锁止钢球在凹槽中的阻力,把变速叉轴凹槽中的锁止钢球压出,这样就受弹簧的力,又进入变速叉轴的另一个凹槽中,于是就可避免了在汽车行驶时,由于变速叉轴的任意滑动而发生的跳档现象。
为了防止两个变速叉轴在变速过程中同时移动,而使两对齿轮同时咬合,以致造成机件的损坏,因此在变速器盖的变速叉轴孔之间有一横向孔,孔内装有圆柱头的锁销,其在横向孔内滑动,使卡夹在每一变速叉轴的中间凹槽内,而其锁止作用。当变速时,只能使一根变速叉轴滑动,另两根变速叉轴被锁销卡住而不能滑动,于是仅能一对齿轮咬合。
变速器操纵机构的零件,由于使用过程中操作频繁,使用日久后,会发生磨损和弯曲变形等情况。如果变速杆的球节、定位槽、下端球头过度磨损时,就会使变速器发生乱档现象,故应予以检修。
当球节直径磨损量超过0.50毫米时,定位槽磨损量超过0.40毫米时,变速杆下端球头磨损量超过0.40毫米时,均应予以焊修,以恢复球节与球座,定位槽与定位锁销,球头与变速叉导块之间的正常配合。
变速叉使用日久后,会有弯曲或扭曲变形,以及叉上端导块过度磨损,和叉下端面磨薄或有槽沟,会使变速齿轮不能正确咬合,这样,会导致齿轮齿面的不均匀磨损,也会产生跳档现象,故应予以检修。
变速叉轴使用日久后,会有弯曲变形和过度磨损,以及定位球凹槽、互锁销凹槽的磨损,和定位球、互锁销的磨损,定位弹簧的变软或折断等,都会产生跳档或乱档现象。
当变速叉轴的弯曲度超过0.15毫米时,或与变速器盖上叉孔配合间隙超过0.25毫米时,都应将轴磨削后镀铬修复,或予以更换新轴。
定位球凹槽、互锁销凹槽轴向磨损过度有沟痕时,或深度超过0.70毫米时,可采用堆焊后,用软轴砂轮予以修整。
定位球、互锁销过度磨损,或定位弹簧折断或弹性减弱,应予以更换。
修理的变速器,由于更换新零件,其相配的零件表面接触不会贴合良好,必须装在台架上进行走合和台架试验,检查其有无跳档、乱档和噪音。
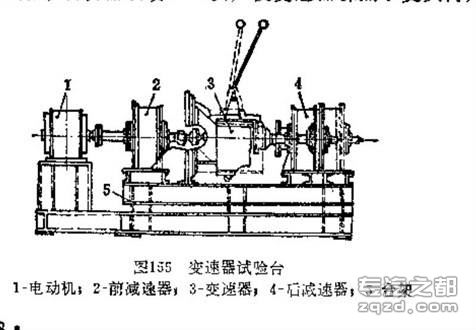
试验时,将变速器带有手制动器的总成装在试验台上,如图155所示。由电动机驱动、其试验步骤如下:
(1)在无负荷下,以每分钟1000~1500转得速度,进行各档齿轮的走合。每档走合的时间为15~20分钟,察看其是否运转正常。
(2)用手制动器制动2~3次,使变速器骤然承受负荷,察看其在负荷情况下运转是否正常。
(3)如有较大噪音时,应检查发生噪音的音源由来,再予以排除。
(4)如齿轮咬合情况不良时,应将变速器内的齿轮油放尽,然后在齿面上涂以少许研磨剂,之后再进行拖磨合,各档拖磨时间在1~3小时范围内。在拖磨过程中,应经常用手试摸轴承近处是否过热(是否因缺少润滑脂的原因)。拖磨后,应将变速器拆卸,把所有研磨剂清洗干净,并检查齿轮的咬合情况,和各部分的配合间隙是否符合规定。然后重行安装,并加注适时的齿轮油,再按上述的(1)和(2)项进行走合。
变速器的装配步骤(其装配过程分四个步骤):
(1)变速器第一轴的装配步骤(图151):
1)将变速器第一轴20夹紧在带有铜夹垫的虎钳上,把轴承挡油圈的凸起面朝向轴承,套在第一轴上。
2)将滚珠轴承21放在油槽内加热到100~120°C,然后取出轴承装在第一轴上,用空心冲头将轴承轻轻锤击,使轴承压到挡油圈为止。
3)把轴承推力环22套在第一轴上,用同样的空心冲头将轴承推力环压入轴上的环槽内。
(2)变速器第二轴的装配步骤(图151):
1)将变速器第二轴14夹紧在带有铜夹垫的虎钳上,把推力环15套路装在第二轴上,用空心冲头将推力环压入轴的环槽内。
2)把挡油圈16的凸起面朝向轴承,套在第二轴上。
3)将滚珠轴承18放在油槽内加热到100~120°C,然后取出轴承装在第二轴上,用同样的空心冲头将轴承轻轻锤击,使轴承压到挡油圈为止。
4)根据第二轴的花键来选择一、二档齿轮体与三、四档齿轮体是否在花键上滑动自如,并且无显著间隙,以三、四档齿轮体靠自重的力,在花键轴上慢慢地自行滑下为准。
(3)变速器盖的装配步骤(图152):
1)将变速器盖28下平面向上装在专用夹具上或虎钳上。
2)将锁销24装在三、四档变速叉轴孔内,以锁销上的凹槽对准锁紧孔的位置,并用铜锤打入锁销,将锁销24锁住。
3)将锁止弹簧26和钢球25分别装在盖上三个小孔内。
4)在右边的孔内装入一、二档变速叉轴18和变速叉21,并旋紧固螺栓27.
5)将一、二档变速叉轴放在中间的定位槽位置,并把轴向锁销装在横向孔内。
6)再将三、四档变速叉轴17和变速叉22装入中间的孔内,并旋紧固定螺栓27.
7)然后再将第二个轴向锁销和倒档变速叉导块轴16及变速叉导块20装入左边的孔内,并旋紧固定螺栓27.
8)将变速器变速杆移动,检查装配是否正确。
9)最后用铁丝将变速器变速叉上三个螺栓串联锁住,并将三个变速叉轴前后端面安装六片堵塞19.
(4)变速器变速杆的装配步骤(图152):
1)将变速杆弹簧9、弹簧护圈8、变速杆防尘罩30从变速杆上端套在变速杆上。
2)将变速杆夹在虎钳上,把变速杆的凹槽向上。
3)将保险拉杆销1旋在保险拉杆7的螺纹上,又将保险拉杆穿在防尘罩30、弹簧护圈8和弹簧9内,并在变速杆下端套垫圈10和弹簧11,然后将保险拉杆向下移动,使保险拉杆锁片12能松动地套在保险拉杆上,再将保险拉杆放入变速杆凹槽内。
4)将保险拉杆向上拉起,使保险拉杆锁扣上的孔与变速杆的孔相对合,然后装上锁口销6、弹簧垫圈4和螺母3,使松开锁扣时,保险拉杆锁片12下面到球形臼上端面间的距离为101.8~103.4毫米。
5)将变速杆手柄31拧在变速杆螺纹上,然后压紧或松开保险拉杆锁扣来检查保险拉杆锁片是否有卡住或不灵活现象。
(5)变速器总装配步骤(图151):
1)将变速器壳紧固在工作台上,用17毫米扳手旋紧放油塞和加油塞。
2)将第一轴轴承锁环22装入变速器壳的前端孔环槽内,将第二轴轴承锁环17装入变速器壳的后端孔环槽内。
3)将倒档齿轮轴29用铜锤打入变速器壳的倒档轴孔内,并装上倒档齿轮27.装倒档齿轮轴29时,应注意将轴上的凹槽向上,对向中间轴处,以便安装锁片。
4)将中间轴26用铜锤打入变速器壳后端面的中间轴孔内,将两个滚柱轴承24和轴承隔套25装在中间齿轮23内,然后再将中间轴齿轮装在中间轴上,装中间轴26时,应注意将轴上的凹槽向下,对向倒档轴处,以便安装锁片。
5)检查倒档齿轮和中间轴齿轮是否在轴上转动灵活,并检查两齿轮咬合情况是否良好。
6)将锁片48插入倒档齿轮轴29和中间轴26的凹槽内,并把弹簧垫圈49和螺栓50,用14毫米扳手旋紧。
7)用空心冲头将变速器第一轴连轴承总成,压入变速器壳前端面的轴孔内,使第一轴连轴承压到锁环22为止。
8)在软木垫油封5上涂以一薄层润滑脂,放在第一轴轴承盖3内,并在第一轴轴承盖凸缘上涂以一薄层润滑脂,将纸衬垫4放在盖上,然后用14毫米扳手将四个带弹簧垫圈的螺栓旋紧在壳上。安装时,应使盖上的油槽对准变速器壳上的油孔。
9)用手转动第一轴来检查第一轴齿轮与中间轴齿轮的咬合情况是否良好。
10)用空心冲头将变速器第二轴连轴承总成,以及一、二档齿轮体11,三、四档齿轮体8、轴承推力环13和滚柱轴承12压入变速器壳后端面的轴孔内,使第二轴连轴承压到锁环17为止。
11)将一、二档齿轮体和三、四档齿轮体拔开,使其不与中间轴齿轮及第一轴齿轮相咬合,检查齿轮咬合情况是否良好。
12)将一、二档齿轮和中间轴齿轮相咬合,三、四档齿轮和中间轴齿轮,及第一轴齿轮相咬合,检查齿轮咬合情况是否良好。
13)将车速里程表主动齿轮19装在第二轴花键轴上,用空心冲头轻轻锤击,使车速里程表主动齿轮的前端面压到轴承为止。
14)在手压机上,将油封32压入第二轴承盖39内,并在第二轴轴承盖凸缘上涂以一薄层润滑脂,将纸衬垫30放在盖上,然后用14毫米扳手,将五个带有弹簧垫圈的螺栓旋紧在变速器壳上。
安装在第二轴轴承盖的油封前,应将油封浸在加热至45~55°C的50%车用机油和50%煤油的混合剂内5~7分钟。
15)将第一轴凸缘33用铜锤打入第二轴的花键轴上,使凸缘前端面压到车速里程表主动齿轮的端面为止。然后装上垫圈35,用32毫米扳手,将螺母36旋紧,其扭力矩不小于18公斤.米,并装上开口销34锁住螺母。
16)在第二轴轴承盖上的车速里程表被动齿轮座孔内,安装车速里程表被动齿轮55和被动齿轮接头54,然后装上锁片53,并用10毫米扳手,旋紧带有弹簧垫圈的螺栓。
17)将倒档变速叉9放在变速器壳内,把下端放在倒档齿轮27槽内,然后用铜锤把变速叉轴10打入变速器壳的倒档变速叉孔内,并用开口锁穿入。同时通过壳上轴孔凸起处小孔,锁住变速叉轴,不能滑出。
18)将变速器壳右侧孔面上涂一薄层润滑脂,将纸衬垫放在孔的面上,在纸衬垫上再涂一薄层润滑脂,然后将侧盖装上,用14毫米扳手将六个带有弹簧垫圈的螺栓,旋紧在变速器壳上。
19)把变速器壳内第二轴上的齿轮放在不咬合位置,把变速器壳盖上的变速叉放在中间位置,在变速器壳的上平面涂一薄层润滑脂,将纸衬垫放在上平面上,然后将变速器盖小心地放在箱壳上,使变速叉的下端头部放在齿轮槽内。倒档变速叉的上端放在倒档变速叉导块轴上,再用两个螺栓紧固变速器,装上变速杆总成。随后轮流换挡来检查变速器盖是否安装正确。检查后,用14毫米扳手,将六个带有弹簧垫圈的螺栓,旋紧在变速器壳上。
20)拆下加油塞,加注3升齿轮油,夏季选用石油标准1103-62S,HL-30号夏季用齿轮油(合S.A.E.140号齿轮油),冬季选用石油标准1103-62S,HL-20号冬季用齿轮油(合S.A.E90号齿轮油),使与加油口齐平。
21)最后将变速器从工作台上取下,放在试验台架上,或装在汽车上(修理部门用这种方法),检查变速器在负荷时,每个变速档的工作情况是否运转均匀和有无噪音。并检查各处是否漏油,有无跳挡现象。
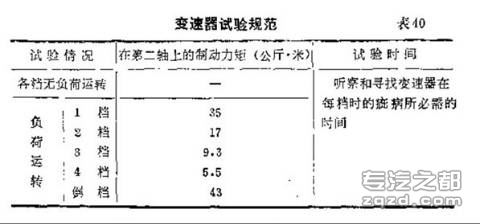
试验时,变速器第一轴的转速每分钟在1000~1400转范围内,其试验规范如表40所示。
变速器总拆卸步骤(分三个步骤进行)。
(1)变速器的拆卸步骤:
1)将变速器放在工作台上,用17毫米扳手,旋去放油塞放尽齿轮油,然后把变速器紧固在工作台上。
2)把变速器盖上的防尘罩拆去,并取下变速器换挡杆总成。
3)用14毫米扳手,将六个螺栓和弹簧垫圈旋下,并取下变速器盖总成,和取去变速器壳上平面的纸衬垫。
4)用手钳将锁住倒档叉轴的开口所拔去,并将第二轴上的开口销拔去。然后用32毫米扳手,旋去第二轴凸缘的紧固螺母36,并取下垫圈,再用拉拆器取下第二轴凸缘33.
5)用10毫米扳手,旋去锁止车速里程表被动齿轮接头的固定螺栓和弹簧垫圈,并取下车速里程表被动齿轮接头轴和被动齿轮。
6)用14毫米扳手,旋去第二轴轴承盖39上的五个紧固螺栓和弹簧垫圈,并旋去第一轴承盖3上的四个紧固螺栓和弹簧垫圈,然后用起子撬下第一轴轴承盖和取下软木油封5及纸衬垫4,同时取下带有油封的第二轴轴承盖和纸衬垫30.
7)用铜棒打出倒档变速叉轴10,并取下倒档变速叉9.
8)用铜棒打出第一轴连轴承的总成。
9)在第二轴上取下滚柱轴承12和轴承推力环13.用铜棒打出第二轴连轴承的总成,并取出三、四档齿轮体8和一、二档齿轮体11.
10)用14毫米扳手,旋去倒档齿轮轴29和中间轴26凹槽内的锁片48,紧固螺栓和弹簧垫圈。
11)用14毫米扳手,旋去变速器壳右侧孔侧盖上的六个紧固螺栓和弹簧垫圈,然后用起子撬下侧盖和取下纸衬垫。
12)用铜棒在变速器壳的前端面打出中间轴26,并取下中间轴齿轮体23,滚柱轴承24和轴承隔套25.
13)用铜棒打出倒档齿轮轴29,并取下倒档齿轮27.
(2)变速器变速杆的拆卸步骤:
1)将变速器变速杆总成夹紧在虎钳上,把变速杆保险拉杆锁扣5(图151)向上。
2)用9毫米扳手,旋去保险拉杆锁扣上的螺母3,取下弹簧垫圈4和锁扣锁6,并取下保险拉杆锁扣。
3)取下换杆下端的保险拉杆锁片12、弹簧11和垫圈10.
4)取下保险拉杆7,和旋下变速杆手柄31.
5)从虎钳上取下变速杆,然后取下防尘罩30、弹簧护圈8及弹簧9.
(3)变速器盖的拆卸步骤:
1)将变速器盖下平面向上,装在专用夹具上或虎钳上。
2)用手钳拔去紧固铁丝,并旋去变速叉上的三个紧固螺栓27.
3)用冲头打出变速叉轴孔前后端面上的六个堵塞19.
4)将三个变速叉轴放在中间位置,用铜棒先打出倒档变速叉导块轴16,和取下变速叉导块20.
5)用铜棒打出三、四档变速叉轴17,和取下变速叉22.
6)最后用铜棒打出一、二档变速叉轴18,和取下变速叉21.
7)从专用夹具上或虎钳上取下变速器盖,在工作台上倾倒取出两个锁销24,然后把变速器盖下平面向下,取出三个锁止钢球25和弹簧26.
变速器的保养:
(1)按期加添或更换齿轮油,齿轮油油面应与加油口齐平(检查时,应将汽车停在平直路面上,且须在汽车停驶后数十分钟后,待齿轮油流下再检查),应按季节更换齿轮油。更换时,将汽车后车轮顶起离地(也可以顶起一个后车轮),把齿轮油放尽,然后加入煤油,使发动机发动,用第四档(即直接档)运转2~3分钟,再把清洗的煤油放出,最后加注新齿轮油。
(2)在离合踏板完全踏下后,才能进行变速。
(3)在变速倒档时,应将汽车完全停止后,再进行变速。
(4)变换排挡时,应采用两次离合动作。由低速档变换高速档的步骤如下:
1)松开加速踏板,同时踏下离合器踏板,将换挡杆由低档放入空档。
2)松开离合踏板,随即又踏下离合踏板,再换入高一档内。
由高速档变换低速档的顺序如下:
1)松开加速踏板,同时踏下离合器踏板,将换挡杆由高速档放入空档。
2)松开离合踏板,并迅速踏下加速踏板,随即松开加速踏板,同时踏下离合踏板,再换入低一档内。
变速器常发生的故障
(1)行驶时跳档,其原因如下:
1)齿轮过度磨损。
2)锁止弹簧弹力不足,或折断。
3)换挡叉轴凹槽磨损过大。
4)换挡叉弯曲。
5)齿轮未完全咬合。
(2)工作时发生噪音,其原因如下:
1)齿轮过度磨损。
2)轴承过度磨损。
3)轴和齿轮孔之间的间隙过大。
4)齿轮油过少。
5)变速叉和变速叉轴之间过松。
(3)换挡费力,其原因如下:
1)齿轮油太厚。
2)变速叉轴弯曲。
3)齿轮轴弯曲。
4)变速杆卡住。
5)锁止销卡住。
6)锁止弹簧弹力过大。
(4)变速器过热,其原因如下:
1)齿轮轴弯曲。
2)齿轮咬合过紧。
3)轴承过松。
4)齿轮油过少。
(5)变速器漏油,其原因如下:
1)油封损坏。
2)衬垫损坏。
3)加油塞、放油塞、螺栓松动。
4)轴头松动。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/64774
 ¥30~¥120
A478-020空气滤芯 随时发货
¥30~¥120
A478-020空气滤芯 随时发货
 ¥20~¥111
AF872M空气滤芯 美观耐用
¥20~¥111
AF872M空气滤芯 美观耐用
 ¥30~¥80
AF1811空气滤芯 诚信可靠
¥30~¥80
AF1811空气滤芯 诚信可靠
 ¥20~¥90
AF26173空气滤芯 型号齐全
¥20~¥90
AF26173空气滤芯 型号齐全
 ¥15~¥85
AF26531空气滤芯 产品优良
¥15~¥85
AF26531空气滤芯 产品优良
 ¥25~¥110
AF55021空气滤芯 价格不贵
¥25~¥110
AF55021空气滤芯 价格不贵
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足


