车用柴油发动机常在高负荷状态下行驶,困负荷过大或高温而使气门座烧蚀。气门经过多次研磨后,常会磨成不规则的线条状,使气门密封不严。在这种情况下,应铰削气门座,重校报镶气门座这后也要铰削锥面,
修理厂一般有专用气门座铰刀,铰刀一副多把,按其锥角分为30度、45度、75度、15度等多种,现在以合金铰刀居多。
铰削工艺分为两种情况:一是摩擦镶气门座的铰削,二是旧气门座的铰削。
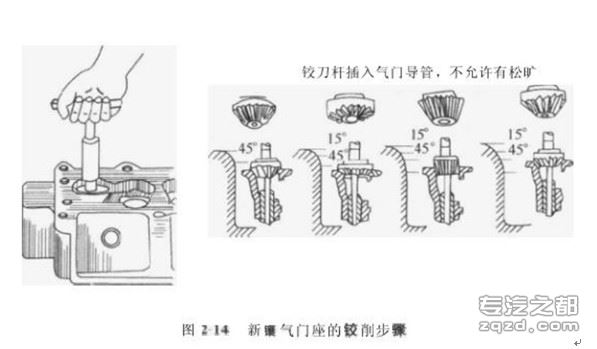
(1)新镶气门座铰削工艺方法如图2-14所示。工艺顺序是:铰工作面铰上口,铰下口,精铰工作面。
(2)旧气门座的铰削工艺是:
①选刀要根据气门的锥角选择所要用的铰刀。
②砂磨硬化层。气门座工作中由于受冷热气体的冲刷会形成一层硬化层,铰削时会有打没现象,这时可以在铰刀下垫一粗砂布铰削。
③粗铰。铰削时全凭操作者的手势,不能铰偏,转动铰刀要平稳,每转动1/2-1圈后,要提起铰刀观察锥面是否符合要求。铰削时利用气门导管孔作定位中心,选用的定位村不能松旷,否则就会将气门座铰偏了,
④试配。最后一次粗铰好后,要用与该气门座相配对而且磨好的气门,
在其工作面上涂以红丹,装入座内试配,要求接触面在气门工作面的中部,过宽应修揿工作面。
⑤修移工作面。旧座圈经铰削后工作面会变宽,这时应进行修整。过宽偏上时用15度铰刀铰上口,使工作面下移,过宽偏下时,用75度铰也铰下口,使工作面上移,工作面宽度合适时一般有要修移。若气门头直径较小,接触面距气门工作面上沿有1.5mm时,也可使用。
⑥精铰。在铰刀的刀刃上垫上细砂布进行铰削,轻轻地修铰一下工作面,以提高工作面的光洁程度。
若该柴油发动机的气门导管需要调换,或换上的气门导管留有铰销余量需要铰削,则应先将导管处理好,特别是要铰孔的气门导管,须选用合适的铰刀(一般使用活铰刀)分次铰削。最后精铰时,要注意切勿使用气门导管孔铰大超差。气门导管孔精度有保证了,再利用此孔定位才能铰削出符合要求的气门座。
(3)经过铰削的气门座或新换上的气门,或者发现气门有少许烧蚀与气门座配合不好时,则要将气门用研麻砂进行研磨,其步骤如下:
1. 清洁。天磨前应对气门座和气门进行清洁,清除污物或金属屑。
2. 初磨。在气门头锥面上涂上一层研磨砂,用橡皮吸盘研磨。
3.研磨时,一边使气门正、反向转动,一边还要提起气门,以提商研磨质量,磨出一条宽1.5-2.5mm的整齐均匀的接触带后,用汽油清洗干净,换用细研磨砂继续研磨,直到气门头锥面上的工作面明显光亮,而宽度不超过2.5mm为合适。
4. 用清洁汽油清洗气门与气门座,然后在气门头上涂一层机油,研磨1-2min,使气门顶平面低于气缸盖平面1-1.4mm。
5. 经过研磨后,气门与气门座必须对号入座,不要与别的气门换错。
6. 研磨时严禁敲拍气门,以防出现麻坑,严禁涂砂过多,以免引起气门导管的磨损。
7. 装配时,尤其要注意气门顶平面应低于气缸盖平面1.5mm左右。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/60290
 ¥30~¥120
A478-020空气滤芯 随时发货
¥30~¥120
A478-020空气滤芯 随时发货
 ¥20~¥111
AF872M空气滤芯 美观耐用
¥20~¥111
AF872M空气滤芯 美观耐用
 ¥30~¥80
AF1811空气滤芯 诚信可靠
¥30~¥80
AF1811空气滤芯 诚信可靠
 ¥20~¥90
AF26173空气滤芯 型号齐全
¥20~¥90
AF26173空气滤芯 型号齐全
 ¥15~¥85
AF26531空气滤芯 产品优良
¥15~¥85
AF26531空气滤芯 产品优良
 ¥25~¥110
AF55021空气滤芯 价格不贵
¥25~¥110
AF55021空气滤芯 价格不贵
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足



