压缩压力对发动机性能影响极大,它几乎对发动机绝大多数性能都会造成影响,主要有:
(1)影响发动机的起动性能。
(2)影响发动机的功率。
(3)影响发动机的耗油量。
(4)会使高速行驶中的汽车速度突然下降。
(5)使行进中的汽车加速困难。
(6)会使发动机空转不稳。
(7)使发动机出现反常的爆炸声。
(8)能使发动机过热。
(9)能影响发动机的寿命。
因此,定期的检查压缩压力对发动机存在的问题是十分重要的。
压缩压力的检查方法是:四个缸的压缩压力都需要检查。其步骤为:①卸下所有的火花塞。②在一个缸上装上压缩压力表,连接时必须绝对密封,不得漏气。③松开离合器(减轻发动机的负荷),踩下加速踏板,使节气门全开。④用起动电机转动发动机,当发动机以每300r/min的速度旋转时,读出压缩压力数值。⑤每个缸应重复检查2~4次,以获得四个缸的准确的压缩压力。
若压缩压力低于1176kPa,则必须进行修理。
新装发动机标准值为1323kPa,两缸间压力差为98kPa。
二、活塞、活塞环和气缸磨损的检修方法
首先检查气缸的压缩压力。在正常的情况下,压缩压力应为1323kPa,最低不得低于1176kPa,两缸间压力差为98kPa。若压力低于1176kPa,则应进行检查。
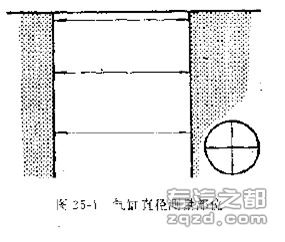
检查气缸的磨损情况,测量缸套时,要求按上中下,垂直于平行方向检查六个尺寸,如图25-1所示。
如果气缸直径在任何两缸之间直径差超过0.05mm,而且气缸壁磨损、划伤或烧损得很严重,活塞和气缸孔的配合间隙又超过使用要求,则应进行搪缸,更换加大活塞和活塞环。
462Q汽油发动机气缸和活塞的配合间隙为0.04~0.05mm。第一次搪缸采用加大0.25mm的活塞,第二次搪缸采用加大0.5mm的活塞。四个缸中有一个缸需要搪缸,那么四个缸都必须同时搪缸。四个缸必须保持一个尺寸。四组连杆活塞必须按质量进行分组选配每组质量差必须在6g以内。
更换加大活塞,活塞环:
第一加大活塞直径为62.225 mm;
mm;
第二加大活塞直径为62.475 mm。
mm。
必须注意:活塞直径测量的位置应在与活塞销垂直的裙部位置、距活塞下端面30mm处。
气缸搪孔尺寸:
第一修理尺寸为62.27~62.225mm;
第二修理尺寸为62.52~62.505mm。
三、气门漏气的检查修理方法
气门漏气对发动机性能影响很大。它的影响如下:
(1)使发动机起动困难。
(2)使发动机功率下降。
(3)汽车行驶时发动机对加速反映迟缓。
(4)使发动机空转不稳。
(5)使发动机耗油量增加。
(6)使发动机出现反常的爆炸声。
发现气门漏气必须及时进行修理。方法是:
检查气缸的压缩压力。通过检查确认是气门漏气,就必须拆下气缸盖,用煤油检查每一个气门的漏气情况。
根据气门的漏气情况确定修理方法,若气门座状况良好,而气门漏气也不十分严重,可用气门和气门座进行对研的方法解决。若气门座烧蚀的比较严重,则必须用专用铰刀削进排气门座。
排气门铰刀:15° 45° 75°
进气门铰刀:15° 45° 70°和73°(有的微车发动机用60°)
铰削排气门座:
第一次用15°的铰刀铰削;
第二次用75°的铰刀铰削;
第三次用45°的铰刀铰削。
铰削进气门座:
第一次用15°的铰刀铰削;
第二次用70°和73°的铰刀铰削(有的微车发动机用60°);
第三次用45°的铰刀铰削。
进排气门铰削完成后,再用气门研磨膏进行研磨。先用粗的研磨,然后用细的研磨。研磨是用进排气门和进排气门座进行对研。研磨好后,擦掉进排气门和进排气门座上的研磨膏,涂上红丹粉检查气门和气门座的贴合情况,若贴合良好,贴合宽度为1.3~1.5mm,四周没有不贴合的缺口,则认为合乎要求。
研磨好的认为合乎要求后,再安装到气缸盖上(必须装好气门弹簧),用没有倒入气缸盖的燃烧室进行密封检查,3min不漏油认为合格。
重新安装气缸盖时,气缸盖的紧固螺栓拧紧时应从中间向两端交叉进行,可分2~3次拧紧。拧紧力矩为53.9~58.8N.m。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/62831
 ¥30~¥120
A478-020空气滤芯 随时发货
¥30~¥120
A478-020空气滤芯 随时发货
 ¥20~¥111
AF872M空气滤芯 美观耐用
¥20~¥111
AF872M空气滤芯 美观耐用
 ¥30~¥80
AF1811空气滤芯 诚信可靠
¥30~¥80
AF1811空气滤芯 诚信可靠
 ¥20~¥90
AF26173空气滤芯 型号齐全
¥20~¥90
AF26173空气滤芯 型号齐全
 ¥15~¥85
AF26531空气滤芯 产品优良
¥15~¥85
AF26531空气滤芯 产品优良
 ¥25~¥110
AF55021空气滤芯 价格不贵
¥25~¥110
AF55021空气滤芯 价格不贵
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足



