(1)变速器壳体裂纹的修理
1)壳体侧壁裂纹的修理,可用点焊法、胶粘法修理。
a)点焊法:焊前沿裂纹开成“V”形坡口,用D3.2mm的焊条(结506、结507或结422焊条)补焊。焊接电流90~110A,采用小段断续焊接的方法。
b)胶粘法:沿裂纹开出V形坡口,坡口角度为60°~90°,深度以壁厚的4/5~3/4为宜,并在裂纹两端钻D3~D5mm小孔,防止裂纹扩展。再用丙酮清洗,用634号环氧树脂胶填塞,再贴上一层玻璃纤维布,固化24h即可。
2)座孔间壁裂纹的修理:可用点焊法、乙炔焰加热焊接法及加垫片胶粘法修理。加垫片法是将裂纹处铣成深4.5~5mm的垫片槽,在槽底攻丝M5mm螺孔,再加工一宽度相同的低碳钢垫片,其上钻D5mm通孔,用环氧树脂634号涂抹在垫片与壳体的粘接面上,再用螺钉紧固,待胶液固化后,将垫片处铲平即可。
(2)变速器壳体孔镶套修理法
变速器壳体轴承承孔镗孔镶套法是一项要求较高的修理工艺,需把壳体固定在专用镗具上在镗床上进行镗修,其工艺为扩孔——镶套——再镗孔的方法;也可用镗孔——车配后镶套(其内圆由车床直接车削成功)。
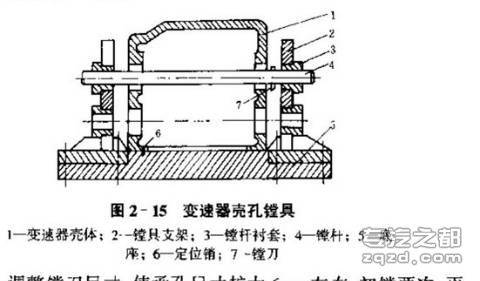
镗削的质量好坏取决于镗具支架的尺寸精度及镗刀角度与工艺参数。
1)将变速器壳体按图2-15所示装置镗具体上,以定位销定位,将壳体紧固在镗具体上。
2)调整镗刀尺寸,使承孔尺寸扩大6mm左右,初镗两次,再精镗一次,应使镗后圆度、圆柱度误差不大于0.015mm,粗糙度Ra2.5以下。
3)在承孔端面镗一深度为2.5mm左右,直径比镗后孔径大8~10mm的台阶,以防衬套镶入后产生轴向移动。
4)按各孔实际镗后尺寸车削缸套或铸铁套,除内径尺寸留1mm作为精镗量外,其余尺寸由车床全部加工好,压配过盈为-0.04~-0.08mm。
5)压入车削的衬套,重新将变速器壳体装至镗具体上用定位销定位,分两次镗削衬套内圆至规定尺寸,其形位公差、粗糙度要求与原扩孔时的要求相同,且衬套长度尺寸应与原孔一致。
6)也可不进行第二次镗削,其衬套内径尺寸由车床加工至规定要求,只需考虑压入时,衬套内径的收缩量即可。
如无专用镗具体,也可将变速器壳体固定的卧式镗床上,以变速器壳体平面(经修整后)作为定位基准,根据壳体承孔轴线至平面处的标准尺寸及上、下承孔轴线的标准值,可测量镗床镗杆轴线至工作台面的距离,并用镗刀尖在两端承孔进行调校,使前、后承孔轴线与镗杆轴线一致,然后将壳体紧固,可进行镗孔。但调校较为烦琐。
(3)用刷镀方法修复个别承孔
若个别承孔磨损量较大而不能使用,可用刷镀方法进行修复,先刷镀铜镀层,用标准轴承进行试配,若有磨损不均匀处,可用刷镀的方法多补镀一些镀层,以校正偏差。当圆度尺寸恢复后,最后刷镀一层0.02~0.03mm的镍镀层即可。
若所有承孔均有磨损,也可用刷镀方法修复,即镀层留出0.10mm厚德加工余量,再在镗床上精镗至规定尺寸。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/63817
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足
 ¥50~¥120
供应40-300893液压滤芯 量大优惠
¥50~¥120
供应40-300893液压滤芯 量大优惠
 ¥50~¥120
供应32-925670液压滤芯 进口滤材
¥50~¥120
供应32-925670液压滤芯 进口滤材
 ¥50~¥120
供应335-D8924液压滤芯 诚信为本
¥50~¥120
供应335-D8924液压滤芯 诚信为本
 ¥50~¥120
供应335-G2061燃油滤芯 美观耐用
¥50~¥120
供应335-G2061燃油滤芯 美观耐用
 ¥45~¥49
20吨 解放 国六牛奶运输车厂家
¥45~¥49
20吨 解放 国六牛奶运输车厂家
 ¥1~¥9999
瑞典 SKF 轴对中仪 TKSA 31
¥1~¥9999
瑞典 SKF 轴对中仪 TKSA 31



