转向节是装在前轴主销上的重要机件,通过转向控制机构与传动机构使转向节在主销上产生前后摆动,达到车辆转向的目的。其主要检修内容如下。
(1)转向节的检查与修理
1)转向节须经磁力探伤检查,如有裂纹,应予更换,以防断裂发生事故。如无磁力探伤机,可使用油渍法等加以判断。
若裂纹发生在指轴上,且无配件可换时,可采用如图2-130所示局部更换法进行修理。

以东风EQ汽车为例:重新加工指轴A,使d1为D64mm,d2为D58±0.01mm,将已割除指轴的转向节叉B车出孔D1和D2,使D1为D64mm,D2为D58mm,随后用箱式电炉将转向节叉加热至380~420°C,然后将经过调质处理并最后通过精加工的指轴放入转向节叉孔中,应注意方正,冷缩后即可使用,不需焊接。
2)转向节指轴上的轴承轴颈磨损大于规定值0.05mm时,不能使用打样冲眼的方法,可使用刷镀或电镀方法直接修复使用。若轴颈有明显拉伤,轴颈超差0.10mm以上时,应予堆焊再车、磨至标准尺寸。也可先磨圆再直接用刷镀方法修复。
3)转向节螺纹损伤多于2牙时,应堆焊重新车丝,或将螺纹重新车削成小一级的螺纹,另配新螺母使用。焊修时,应保证螺纹车削后完好,不允许有断扣或牙形不符合要求的现象。
(2)转向节衬套的修理
1)压入转向节铜质衬套时,应使衬套油孔对正转向节叉上的油孔,用专用冲头压入到位。
2)衬套压入后,为防止铰削衬套时,衬套走外圆,并改善薄壁衬套与承孔的贴合情况,应使用球形挤压冲头对衬套挤压,最好采用衡阳工具厂生产的如图2-131所示专用衬套同轴滚扎器进行滚扎。
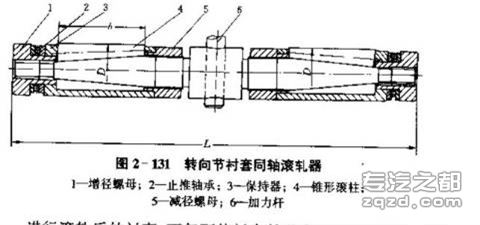
进行滚扎后的衬套,不仅可使衬套的贴合面达95%以上,同时,使滚扎面的材料结构进一步致密使耐磨性能提高。
该滚扎器为适应转向节上、下衬套孔同轴度的需要,利用两端各3个锥形滚柱,同时对上、下衬套进行滚扎。为防止在滚扎过程中调节螺纹产生松动现象,在两端采用一正一反两种螺纹结构。使用时,应同时调节两端,使两端滚柱与衬套内圆接触压力一致。若经过滚扎一次后,发现其中一只衬套接触压力较小,则应在第二滚扎时稍许加大滚扎量,直至滚扎后,上下两端衬套完全贴合,内表面光洁为止。
3)使用双联铰刀铰削转向节衬套,由于单独使用一把普通铰刀不能保持上、下转向节衬套孔轴线同轴,故可将两把铰刀用螺纹连接成一体,并使两铰刀轴线同轴度误差不大于0.025mm。铰削时,调节下铰刀定位于下衬套,并保持约0.02mm间隙;再调节上铰刀铰削上衬套,每铰完一次上衬套后,应调小上铰刀尺寸,从上方抽出铰刀再调大上铰刀尺寸进行第二次铰削。当用主销试配上衬套符合要求后,再将工件翻转180°,再按上述方法进行定位和铰削第二只衬套。
当上、下衬套铰完后,主销插入上、下衬套孔内时若有轻微转动阻力为合适;且主销单独插入一只衬套孔后,应无明显间隙时,说明衬套铰削基本符合要求。
若主销只能进入一只衬套孔,不能进入另一衬套孔,但每只衬套尺寸已到位时,说明上、下衬套轴线不同轴,应予重新更换衬套再铰。
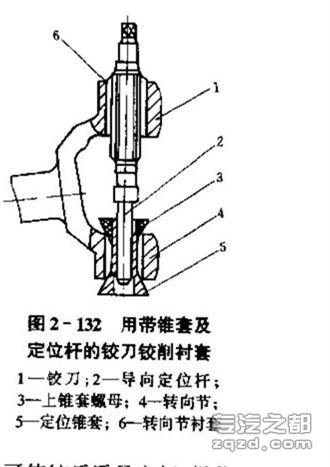
4)使用带导向杆及锥形定位套的铰刀铰削衬套:如图2-132所示,将锥形套套在下衬套孔穿入,拧上锥套螺母,调节铰刀直径与上衬套孔处于不松不紧的状态,并将导向杆插入定位锥套孔内,再锁紧锥套螺母。此时,铰刀应活动自如且无明显间隙。其铰削方法与双联铰刀相同。
5)用新型铰刀铰削转向节衬套:衡阳工具厂生产的弹性定位套定位、带螺旋刀片的专用转向节衬套铰刀,可使铰后质量良好,操作方便。其结构如图2-133所示。
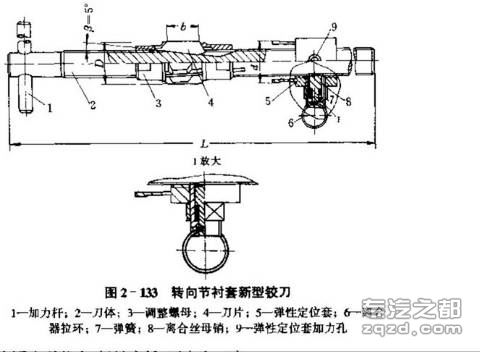
a)铰刀的结构特点:其一,采用可调弹性胀套定位;其二,设有螺旋进给装置,使进给量自动控制;其三,在弹性胀套体上设有离合销装置,放下拉环时,可起自动进给作用,提起拉环转动90°时,铰刀可快速抽出,便于第二次调刀铰削;其四,采用螺旋状刀片,使铰削力分布均匀,减少对衬套同一方向的径向力,使铰后的衬套圆度误差小、粗糙度低、不产生刀痕。
b)铰削方法:先用弹性定位套装入未铰一端衬套孔内,用加力杆在加力孔处加力,使其可靠定位与衬套孔内;然后按通常方法调节铰刀径向尺寸,改变切削量的大小,将铰刀定位螺杆插入弹性定位套内,放下离合销拉簧,再扳动手柄,铰刀以走丝杠的形式进行铰削,达到进给均匀的目的。铰完后,提起拉环,可快速抽出铰刀。
c)换孔铰削时,弹性定位套定位要使离合销与上一个孔的定位方向一致,以消除丝杆导向面与弹性定位套的配合误差。
d)在、上、下孔铰削尺寸快要达到标准尺寸时,留出0.03,mm的余量用图2-131所示滚扎器进行最后滚扎及精加工,并提高衬套内表面的精度及耐磨性。
对于铰削量少于0.20mm的衬套,不需铰削,可直接滚扎至标准尺寸。
(3)转向节内平面的修理
转向节内平面也会产生磨损,如不修复,易使前轴上平面产生新的磨损,因接触不平、受力不均所致。
衡阳工具厂生产的转向节内平面铰刀如图2-134所示。其使用方法及注意事项如下。
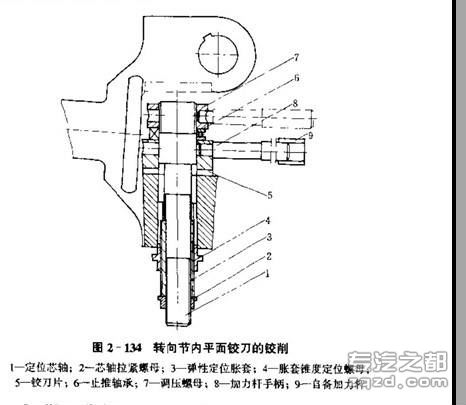
1)弹性定位胀套上端面安装时,不能高于待加工表面。
2)装上刀片之前,通过芯轴拉紧螺母拉紧芯轴,再把胀套定位螺母拧紧在加工孔的另一端头,找正定位后,可装刀片及止推轴承,稍拧调压螺母,即可铰削转向节内平面。
3)加工时,可滴注润滑油。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/63941
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足
 ¥50~¥120
供应40-300893液压滤芯 量大优惠
¥50~¥120
供应40-300893液压滤芯 量大优惠
 ¥50~¥120
供应32-925670液压滤芯 进口滤材
¥50~¥120
供应32-925670液压滤芯 进口滤材
 ¥50~¥120
供应335-D8924液压滤芯 诚信为本
¥50~¥120
供应335-D8924液压滤芯 诚信为本
 ¥50~¥120
供应335-G2061燃油滤芯 美观耐用
¥50~¥120
供应335-G2061燃油滤芯 美观耐用
 ¥45~¥49
20吨 解放 国六牛奶运输车厂家
¥45~¥49
20吨 解放 国六牛奶运输车厂家
 ¥1~¥9999
瑞典 SKF 轴对中仪 TKSA 31
¥1~¥9999
瑞典 SKF 轴对中仪 TKSA 31



