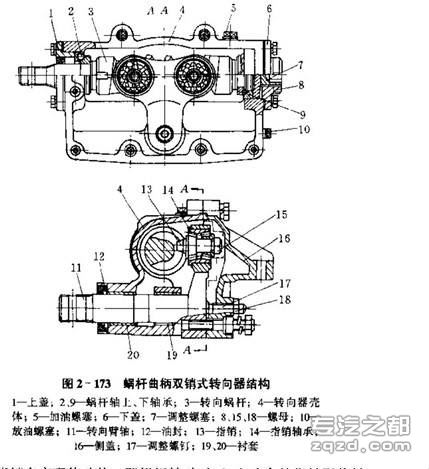
EQ1090E型和EQ1090F型汽车采用蜗杆曲柄双销式转向器,其结构如图2-173所示,以蜗杆的转动带动装在转向臂轴曲柄端部的指销来实现传动的。即蜗杆转动时,与之咬合的指销即绕转向臂轴中心线作圆弧运动并带动转向臂轴转动。
(1)转向器的检测
1)壳体应无裂纹、破损,壳体与盖结合面应平整,平面度误差不大于0.10mm。壳体上蜗杆轴承孔同轴度误差应不大于0.20mm。两轴线垂直度误差不大于100:0.04mm。
2)检查蜗杆是否有裂纹、蜗杆齿面有无明显压痕及台阶状的磨损以及斑蚀与剥落现象。
3)蜗杆两端轴颈处的向心推力球轴承滚道是否发生锈蚀、剥落及轴承损坏情况。
4)磁力探伤检查转向臂轴有无裂纹、轴端花键齿有无两齿以上的扭曲变形或与垂臂配合过于松旷。
5)转向臂轴轴颈与衬套配合间隙为0.025~0.077mm,使用限度为0.20mm。并检查衬套与承孔的配合紧度。
6)检查指销的磨损是否正常,有无偏磨、锈蚀及表面剥落现象,轴承挡圈是否碎裂、内外滚道及滚子磨损是否正常。
通过检查,凡传动机件的不正常磨损应予换用新件,并重新进行装配与调整。
(2)转向臂轴衬套的修理
当转向臂轴与衬套的配合间隙大于0.20mm时,应重新配铰两个衬套。衬套材料一般为含油粉末合金,外径尺寸为D39mm,需用芯棒定位将衬套垂直压入壳体内。当转向臂轴轴颈磨损时,应加以光磨修圆,再按配合间隙的要求铰削衬套内圆的尺寸,由于是两个衬套,铰削时,须保证两衬套轴线一致,同轴度误差不大于0.025mm。但一般铰刀无法保证同轴度,必须按以下方法铰削衬套孔。
1)使用锥度套定位装置,用普通铰刀铰削衬套,定位杆加装在普通铰刀上,须保证铰刀轴线与定位杆轴线同轴度误差不大于0.01mm、表面粗糙度为Ra1.25um以下,方可保证铰削质量。
铰削衬套时,先将定位套定位于一孔,调节铰刀铰削另一孔,当铰削尺寸符合要求后,再换铰另一衬套孔。直至两衬套铰好后,转向臂轴穿入衬套时,应能同时在两衬套内自如地转动,无单边现象且间隙符合要求即可,应能同时在两衬套内自如地转动,无单边现象且间隙符合要求即可,并要求衬套内无刀痕或锯齿状条纹,表面光洁。
铰削时,可加注煤油润滑。
2)用前述图2-133所示的新型专用铰刀可使铰削性能、定位性能达到良好的使用要求。在未铰削之前,先用配套使用的滚扎器对两个衬套内径进行滚扎,以提高衬套外圈与壳体承孔的接触面及接触精度。其具体铰削工艺可参见转向节衬套孔铰削部分。
(3)转向器其他机件的修理
1)蜗杆螺纹有轻微的剥落时,可用油石研磨后继续使用。
2)蜗杆上下向心推力轴承工作情况应正常,但内、外圈与蜗杆及壳体配合有松动现象时,可用刷镀或电镀对轴颈或轴承内、外圈配合部位及壳体承孔进行修复,以消除配合松动现象。
(4)转向器的装配与调整
1)装配前的准备:清洗转向器各机件,换用新油封及新密封圈与密封垫;并除去壳体各平面的胶硬化物,使平面平整。
2)指销轴承总成的装配及预紧度的调整:在转向器转向臂轴的曲柄座孔内,装有两个指销及圆锥滚子轴承4套(每2套共同一个外圈),与曲柄座孔相配合,为保证两个指销的传动精度,需对指销轴承进行预紧,其方法如下。
a)指销轴承总成(指销即轴承配合的轴颈)在压入轴柄座承孔时,须使用专用压套抵住轴承台阶边压入到位,不宜直接敲打,以防损坏轴承。
b)轴承预紧度的调整:调整轴承预紧度时,应装上新的止推垫片,拧紧调整螺母。调整轴承的预紧度应符合下述要求:用两手指捏住指销头部转动指销,应感觉有轻微阻力,但无时紧时松的单边现象,轴向推拉指销,无轴向间隙,表面轴承工作情况正常。然后撬起止推片1~2齿,使之紧贴调整螺母平面,防止松动。
3)转向器壳体衬套、油封的装配与试验:当换用新衬套并经铰削后,应将转向臂轴与衬套内圆擦净,涂抹薄润滑油,检查两者配合是否过紧或有明显的径向间隙。待符合要求后,将转向臂轴取出,在壳体孔内用专用工具压入油封,使油封端面平整的一面朝壳体外,并应压入到位。
4)转向蜗杆及向心推力轴承的装配与调整:
a)压装轴承内圈:将更新的向心推力轴承内圈用专用工具亚装到蜗杆上、下端的轴颈上,并压装到位。
b)在下端壳体承孔内放入轴承保持器,并压入轴承外圈,使轴承外圈端面距下端壳体平面距离为12.5~13mm。
c)将新的O形密封圈套入下端轴承垫块的径向槽内,并使其在槽中平整不产生扭曲,将垫块上有D30mm凸台一面朝壳体外端方向装入壳体下端轴承承孔内(可在O形密封圈上涂抹一层薄油,以利于进入壳体下端孔内)。
d)在下盖端面放上两面涂胶的新衬垫,对正壳体下端螺孔,将下盖用紧固螺栓固定到壳体下端,紧固螺栓扭矩为29~59N.m。随后将调整螺塞拧入下盖螺孔内,套上锁紧螺母,暂不调整。
e)把蜗杆轴下端放入下端壳体孔内,与下端轴承滚子接触到位。
f)在蜗杆上端套入轴承保持架,把轴承外圈压入壳体上端轴承承孔内,使轴承外圈平端朝外距壳体上端平面尺寸为12.5~13mm,并在上盖内压入油封Q72703045,应压入到位。
g)在转向臂轴未装入壳体之前检查、调整蜗杆轴承的预紧度,其方法如下。

a)将下盖的调整螺塞用图2-174所示工具2(内六角扳手)拧到底,转动蜗杆,使上、下轴承接触到位,再试图拧紧;然后退回1/8~1/4圈,使蜗杆轴具有1.0~1.70N.m的转动扭矩,用工具1检测,若过大或过小,通过调整螺塞调整(之前,将上盖装至壳体上)。
b)轴承预紧扭矩符合要求后,用工具3将圆螺母锁紧。此时,应保持调整螺塞位置不变,锁紧扭矩为49N.m,并再用扭矩检测工具检查扭矩。
若无专用工具检测扭矩大小,可凭经验转动蜗杆轴。转动时,稍感觉有阻力,蜗杆轴无轴向窜动即可。
c)在调整蜗杆向心推力轴承预紧度时,只能通过调整螺塞进行调整,不能用增减上盖调整垫片的数量来调整,此处垫片是为调整蜗杆轴向对中位置的专用垫片,制造厂家已调整好,使用时不需调整,其调整垫片总厚度不大于1.20mm。
5)转向臂轴的装配与调整:
a)将指销轴承总成(已装配并调整好预紧度)无台阶的一端从曲柄座内侧方向(左侧)压入至曲柄座承孔内,使轴承台阶面与座孔端面平齐,成为转向臂轴总成。
b)将壳体内衬套表面及转向臂轴轴颈擦净并涂抹薄机油,从右到左方向将转向臂轴穿入衬套孔内。此时,应转动蜗杆轴,使两指销进入蜗杆变径螺旋槽内,并处于蜗杆行程的中间位置。
c)将双头螺栓拧入转向器侧面壳体螺孔中,并将侧盖衬垫两面涂胶,与壳体侧平面贴合,并拧松侧盖上的调整螺栓,套上侧盖,对称均匀地拧紧侧盖紧固螺栓,M10mm螺栓的扭矩为29~59N.m,M14mm螺栓的扭矩为69~98N.m。
d)蜗杆与指销咬合间隙的调整:用手握住蜗杆轴输入端,在蜗杆行程中间位置附近来回移动,同时用旋具插入调整螺钉头部槽内,顺转方向拧入调整螺钉,直至有摩擦力矩的感觉为止,并用扭矩检测工具检测力矩应不大于2.7N.m。
e)将调整螺钉外露部分涂上少量密封胶,在不改变调整螺钉位置的情况下,以49N.m的扭矩将锁紧螺母锁紧,然后再复查转动扭矩一次。
f)在使用过程中,用手推拉转向臂轴有明显轴向间隙时,一般应在直线位置行驶情况下,将调整螺钉拧到底再退回1/8转左右。
6)装上放油螺塞,加入1.1L的150号工业齿轮油,并拧紧加油螺塞。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/63983
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足
 ¥50~¥120
供应40-300893液压滤芯 量大优惠
¥50~¥120
供应40-300893液压滤芯 量大优惠
 ¥50~¥120
供应32-925670液压滤芯 进口滤材
¥50~¥120
供应32-925670液压滤芯 进口滤材
 ¥50~¥120
供应335-D8924液压滤芯 诚信为本
¥50~¥120
供应335-D8924液压滤芯 诚信为本
 ¥50~¥120
供应335-G2061燃油滤芯 美观耐用
¥50~¥120
供应335-G2061燃油滤芯 美观耐用
 ¥45~¥49
20吨 解放 国六牛奶运输车厂家
¥45~¥49
20吨 解放 国六牛奶运输车厂家
 ¥1~¥9999
瑞典 SKF 轴对中仪 TKSA 31
¥1~¥9999
瑞典 SKF 轴对中仪 TKSA 31



