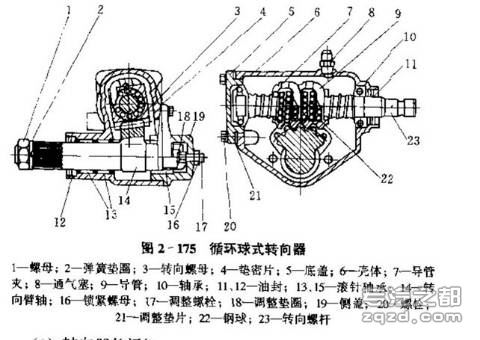
CA1091型汽车和部分EQ1091F1型加长轴距汽车采用循环球式转向器,与CA10B型汽车相比,转向器由过去的滑动摩擦副改为滚动摩擦副,且转向臂轴由滑动衬套改为滚针轴承,故转向器轻便灵活,传动效率高,其结构如图2-175所示。
(1)转向器的拆卸
1)在车上拆下转向器总成,放出转向器中的润滑油。
2)将转向器轴转至中间位置(直线行驶位置),即将转向螺杆拧到底后再退回3又1/2圈左右,然后拆下侧盖的4个紧固螺栓,用木工锤或铜棒轻击转向臂轴端头,取出侧盖和转向臂轴总成。此时,应注意保护油封。
3)拆下底盖紧固螺栓,用铜棒轻击转向螺杆上端,取出底盖及转向螺杆与转向螺杆与螺母总成,并注意保护上油封。
4)转向螺杆及螺母总成在一般情况下,无需拆开检修。当螺杆、螺母总成轴向间隙和径向间隙大于0.06mm或需大修时,则需要拆检,其内共装有96粒钢珠,先拆下导管固定夹的3个紧定螺钉,取出2个导管,转动螺杆,排出钢球,每个循环有48粒钢球。应注意使两个循环的钢球不要混乱,以防破坏与转向螺杆良好的配合关系。若有一粒钢球未排除,则螺母不能拆下,在排完一个循环的钢球后,再排完另一循环的钢球。
(2)转向器机件的检测
1)检查壳体、转向螺杆、螺母及转向臂轴有无裂纹,并作探伤检查,有裂纹时应予换用新件。并检查转向螺杆的滚道、转向臂轴扇形齿轮与螺母齿条有无损伤及剥落现象。
2)检查钢球表面有无剥落及损伤现象,如有时,应根据螺杆与螺母的滚道尺寸成组地进行更换(不能部分更换钢球),以使各钢球受力均匀。
3)检查转向臂轴花键齿有无扭变,若超过两个齿,应予换用新件。
4)检查转向臂轴与滚针轴承的配合间隙,若大于0.12mm时,应更换滚针轴承,其左端两套型号为3084908K1K,右端一套型号为4084908K1K。
5)检查转向螺杆轴颈与轴承内圈配合间隙,若大于0.016mm,应电镀、刷镀轴颈修复或更换轴承,其型号为9168306.
6)检查转向螺杆上、下向心推力轴承外圈与壳体轴承承孔的配合间隙,若大于0.065mm时,可刷镀或电镀轴承外圈修复。
(3)转向螺杆、螺母总成的装配
1)将转向螺母放在螺杆滚道的一端,使螺母滚道孔对准螺杆滚道,将原装在此端的钢球或新换钢球36粒装入滚道,另12粒钢球装在导管内(最好涂上润滑脂粘住)。然后把两半边导管合拢,将导管插入转向螺母和导管孔中,并更换加大直径的成组钢球,使转向螺母与转向螺杆径向、轴向间隙不大于0.06mm。
2)如钢球和滚道有磨损时,应更换加大直径的成组钢球,使转向螺母与转向螺杆径向、轴向间隙不大于0.06mm。
3)将两导管用导管卡子卡紧,拧紧3个紧定螺钉。装好后转动转向螺杆,转向螺母在螺杆滚道行程内应转动灵活,无发卡现象。当把转向螺杆直立时,应能自由匀速下落。
4)将转向螺杆两端向心推力平面轴承内圈用专用工具压装至螺杆轴颈上,并压入到位。
(4)转向螺杆、螺母和转向器壳体的装配与调整
1)将上端平面向心推力轴承外圈压入至壳体上端承孔中,并同时压入壳体上端的油封,均应压入到位。
2)将上端轴承保持器套放至转向螺杆上端轴承的内圈上,从壳体下端将转向螺杆朝上推入至与上轴承外圈接触,此时,应注意上端油封的唇口(应涂油)与转向螺杆油封轴颈的接触情况。
3)将下端轴承外圈压入底盖,把下端轴承保持器放入底盖,把底盖推入至下端壳体孔中(暂不装底盖O形密封圈),用手将底盖朝上抵紧,并转动转向螺杆,使上、下轴承处于工作状态位置。然后用塞尺测量底盖与下端面之间的间隙大小,再根据所测值选择同样厚度的调整垫片用螺栓将底盖与垫片一起紧固在壳体下端的螺孔中。
4)检测转向螺杆轴承的预紧度;在下端底盖紧固后,测定转向螺杆的转动扭矩应为0.68~1.17N.m。若小于此值,须减少下端壳体处的调整垫片;若大于此值,则应增加调整垫片。扭矩测定合格后,取下底盖,装上密封圈,压入下端壳体孔中,用螺栓紧固好。
5)在压入上端油封时,为防止转向螺杆上的花键齿损伤油封,最好先在花键齿上套上软塑管或报上薄铜皮,待转向螺杆穿过油封唇口后,再取出。
(5)转向臂轴的装配与调整
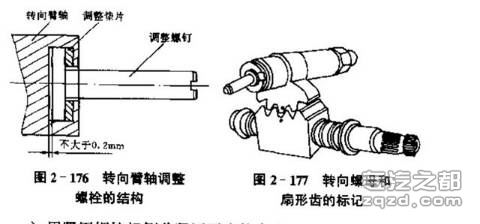
1)转向臂轴调整螺栓的结果:如图2-176所示,调整螺栓起调整转向臂扇形齿与转向螺母齿条在左右方向咬合位置之用,以达到调整咬合间隙的目的(齿部形状均为渐开线形)。转向臂轴右端呈T形槽结构,调整螺栓放入T形槽内,用塞尺或游标卡尺测量调整螺栓轴向移动量,再选择一个与该值相差值不大于0.20mm的调整垫圈套在调整螺栓上,连同垫圈一起放入到T形槽内。
2)转向臂轴的装配:
a)把装有4084908K1K的滚针轴承的侧盖上的螺孔拧到已装配好转向臂轴的调整螺栓上(用旋具插入调整螺栓端头的槽内,防止调整螺栓空转而不能拧入侧盖),装上侧盖及密封垫。
b)在转向器壳体内装入两套3084908K1K滚针轴承。
c)转动转向螺杆,使转向螺母处于螺杆滚道中心位置。
d)转向臂轴扇形齿的中间齿对准转向螺母齿条上的中间齿沟以后,把转向臂轴推进壳体滚针轴承内,如图2-177所示。若不按记号装配,将使装配后一边的转向角度不足。
e)用紧固螺栓把侧盖紧固于壳体之上。
f)装入转向垂臂轴油封至于壳体平齐位置,并按记号连接装配转向垂臂,并以275~343N.m的扭矩拧紧转向臂轴的锁紧螺母。
3)扇形齿与螺母齿条咬合间隙的检查与调整:
a)使转向垂臂处于中间位置(直线行驶时位置),再转动转向螺杆到底后退回3又1/2圈。
b)用百分表检查转向垂臂端锥孔中心线距转向臂轴中心线197mm处的摆动量(用手轴向晃动垂臂),应不大于0.15mm。此时,转动转向螺杆的扭矩为1.9~2.3N.m。若转动扭矩过大,应拧松转向臂轴的调整螺栓,使转向臂轴左移;反之,则拧入调整螺栓,使转向臂轴右移,直至扭矩及百分表摆动量符合要求。
4)拧下通气加油塞孔,加入GL-3或26号合成齿轮油0.90L。
欢迎转载专汽之都网 - 专用车报价,配件,资讯,服务,视频,图片全知道文章,转载请注明出处!本文网址:http://www.zqzd.com/Article/Detail/64012
 ¥30~¥120
A478-020空气滤芯 随时发货
¥30~¥120
A478-020空气滤芯 随时发货
 ¥20~¥111
AF872M空气滤芯 美观耐用
¥20~¥111
AF872M空气滤芯 美观耐用
 ¥30~¥80
AF1811空气滤芯 诚信可靠
¥30~¥80
AF1811空气滤芯 诚信可靠
 ¥20~¥90
AF26173空气滤芯 型号齐全
¥20~¥90
AF26173空气滤芯 型号齐全
 ¥15~¥85
AF26531空气滤芯 产品优良
¥15~¥85
AF26531空气滤芯 产品优良
 ¥25~¥110
AF55021空气滤芯 价格不贵
¥25~¥110
AF55021空气滤芯 价格不贵
 ¥20~¥100
416341液压滤芯 品质值得信赖
¥20~¥100
416341液压滤芯 品质值得信赖
 ¥22~¥87
34C3429空气滤芯 净化高效
¥22~¥87
34C3429空气滤芯 净化高效
 ¥40~¥120
53C0197液压滤芯 做工精良
¥40~¥120
53C0197液压滤芯 做工精良
 ¥50~¥120
供应32-925140空气滤芯 货源充足
¥50~¥120
供应32-925140空气滤芯 货源充足



